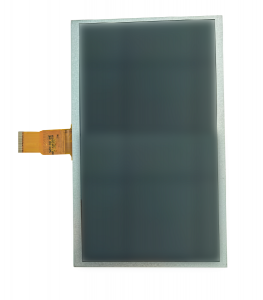


| Tuote | Tyypillinen arvo | Yksikkö |
| Koko | 3.5 | tuuma |
| Resoluutio | 320RGB*480 pistettä | - |
| Ulompi ulottuvuus | 54,96 (L) * 83,24 (K) * 3,5 (P) | mm |
| Näkymäalue | 48,96 (L) * 73,44 (K) | mm |
| Tyyppi | TFT | |
| Katselusuunta | Kaikki kello | |
| Liitäntätyyppi: | COG + FPC | |
| Käyttölämpötila: | -20 ℃ -70 ℃ | |
| Säilytyslämpötila: | -30 ℃ -80 ℃ | |
| Kuljettajan IC: | ILI9488 | |
| Liitäntätyyppi: | MCU&RGB | |
| Kirkkaus: | 200 CD/㎡ | |

LCD TFT- tai ODF-lasileikkaus tuottaa laipparatkaisun
Laipan syyt ja ratkaisut
1. Leikkuupyörän isku ylittyy ja leikkuupyörän akseli on pahasti kulunut.Tämä tilanne on eliminoitu kokonaan.
Leikkuupyörän ylä- ja alarivin ohjauksen kautta elektroninen tiedosto ja paperitiedosto tallentavat ajan, koneen numeron, iskun, vaihtohenkilön jne.
tiedot.Leikkuupyörän iskun aikana leikkausosa on selvästi näkyvissä.
2. Liimamainen esine kiinnitetään leikattavan SUB:n takaosaan (lähde: käsineet, kuljetusalusta) tai alustaan
Lavan ja lavan lasijätteissä on kuoppia.
Vieraan esineen paikassa oleva lasi on pehmustettu, korkeus on koko SUB:n korkein kohta ja sen ympärille muodostuu ympyrä.
Kohteen sijainti on ympyrän keskipiste, ja kaaren korkeus ympyrän keskustasta ympäristöön pienenee vähitellen.
Ehto 1 Leikkuupyörä, joka kävelee pehmustealueen reunalla (eli ympyrän kehällä) aiheuttaa pienemmän laipan reunasta.
Ympyrän keskelle
Kunto 2. Leikkauslinjalla tai leikkuulinjan reunalla on kolloidi- tai lasijätettä-____-voi aiheuttaa halkeamia tai suuria
Laipasta.
Kunto 3. Alustassa on pieniä kolhuja.Tämä tila aiheuttaa kiinteän sijainnin, jatkuvuuden ja saman romun.
Vastauksena tähän tilanteeseen otamme käyttöön seuraavat menetelmät:
1) Kun laipan kunto ilmenee, leikkausaseman biotekniikka tarkistaa ja korjaa ensin käyttötason estääkseen sen ilmestymisen.
Jatkuva romuttaminen, kun olet varmistanut, että alustassa ei ole ongelmaa, analysoi sitten muun ajattelun mukaan.
2) Viimeisimmät kirjalliset työohjeet ovat toteutusvaiheessa.Biotekniikan henkilökunta tekee epäsäännöllisiä tarkastuksia
Ja ohjaa puhallustason toimintaa ja aikaa.
3) vaatia tuotantolinjan valvojaa tiukasti vaatimaan käyttäjää suorittamaan toiminnon täysin käyttöohjeiden mukaisesti ja
huolellisesti.